Teknikk: På en beiset Al-plate ble fordamperens kanalmønster silketrykket med grafitt. Se bilde nr. 31. Da platen senere skal utvalses i lengderetningen er mønsteret påført riktig ...
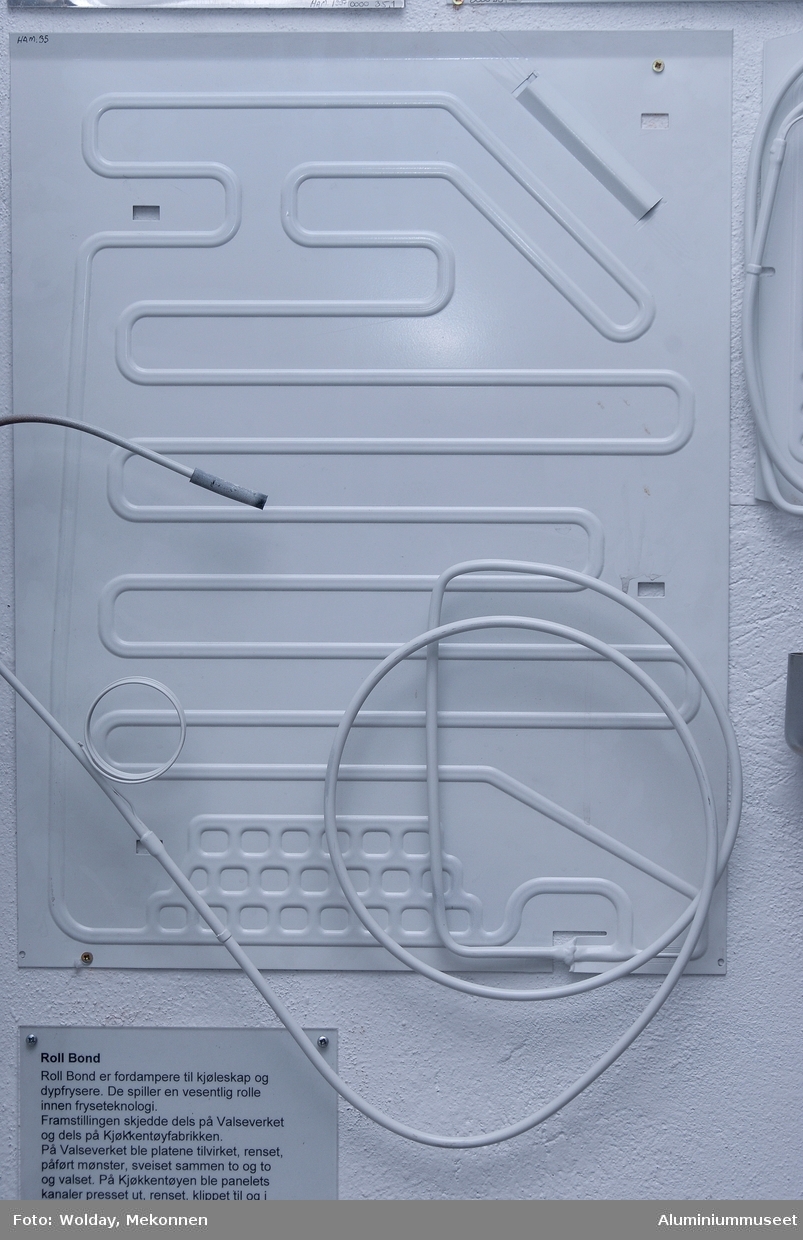
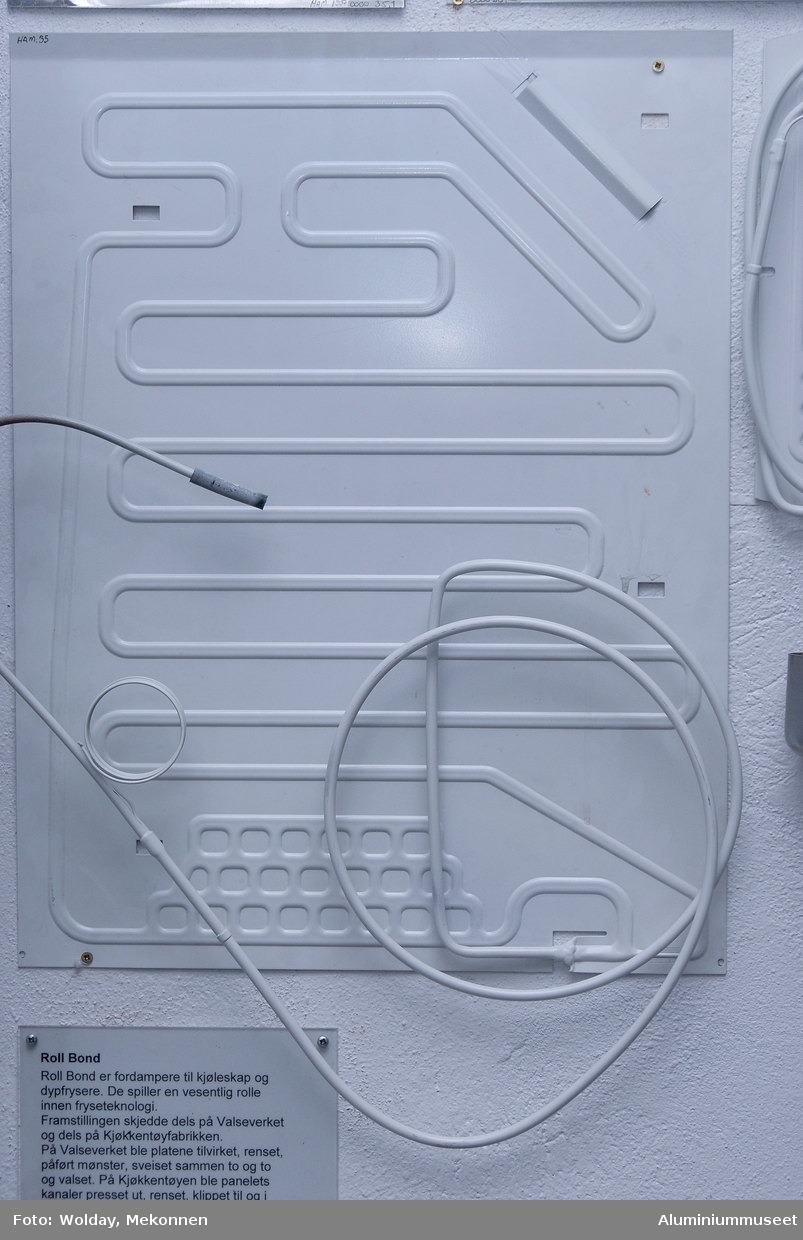
Teknikk: På en beiset Al-plate ble fordamperens kanalmønster silketrykket med grafitt. Se bilde nr. 31. Da platen senere skal utvalses i lengderetningen er mønsteret påført riktig bredde, (kanalene 10mm) mens mønsteret i lengderetningen er redusert til 1/4 (kanaler på tvers 2,5mm). Dette kommer av at panelet blir utvalset 4 ganger lengderetningen, mens platebredden borblir uforandret under valsingen. En beiset al-plate med samme dimensjon ble lagt oppå den første platen og disse to ble nedsveiset sammen i den ene enden. Platene oppvarmes til 480-520 gr. og varmvalses i ett stikk til halv tykkelse og platene blir da valset fullstendig sammen, bortsett fra kanalmønsteret som er beskyttet av grafittbelegget. Etter varmvalsingen har platen samme bredde som før, mens lengde og innvendig kanalmønster er økt til dobbel lengde. Ved valsing øker bare lengden av platen, mens bredden forblir uforandret. Platen kaldvalses (finvalses) videre til riktig tykkelse og mønsteret er nå forlenget 4 ganger slik at også kanalene på tvers er 10mm. Platene ble videre glødd i valseverket og så sendt til Fordamperavdelingen for videre produksjon.
I Fordamperavdelingen ble platene som nå var helt plane blåst opp i en motholdspresse slik at alle kanalene fikk riktig høyde. Panelene ble så formatklippet, lokket, stanset, rør ble påsveiset, trykkprøvet og lakkert.
Form: Firkantet form
About the object
about
Teknikk: På en beiset Al-plate ble fordamperens kanalmønster silketrykket med grafitt. Se bilde nr. 31. Da platen senere skal utvalses i lengderetningen er mønsteret påført riktig bredde, (kanalene 10mm) mens mønsteret i lengderetningen er redusert til 1/4 (kanaler på tvers 2,5mm). Dette kommer av at panelet blir utvalset 4 gang...
Teknikk: På en beiset Al-plate ble fordamperens kanalmønster silketrykket med grafitt. Se bilde nr. 31. Da platen senere skal utvalses i lengderetningen er mønsteret påført riktig bredde, (kanalene 10mm) mens mønsteret i lengderetningen er redusert til 1/4 (kanaler på tvers 2,5mm). Dette kommer av at panelet blir utvalset 4 ganger lengderetningen, mens platebredden borblir uforandret under valsingen. En beiset al-plate med samme dimensjon ble lagt oppå den første platen og disse to ble nedsveiset sammen i den ene enden. Platene oppvarmes til 480-520 gr. og varmvalses i ett stikk til halv tykkelse og platene blir da valset fullstendig sammen, bortsett fra kanalmønsteret som er beskyttet av grafittbelegget. Etter varmvalsingen har platen samme bredde som før, mens lengde og innvendig kanalmønster er økt til dobbel lengde. Ved valsing øker bare lengden av platen, mens bredden forblir uforandret. Platen kaldvalses (finvalses) videre til riktig tykkelse og mønsteret er nå forlenget 4 ganger slik at også kanalene på tvers er 10mm. Platene ble videre glødd i valseverket og så sendt til Fordamperavdelingen for videre produksjon.
I Fordamperavdelingen ble platene som nå var helt plane blåst opp i en motholdspresse slik at alle kanalene fikk riktig høyde. Panelene ble så formatklippet, lokket, stanset, rør ble påsveiset, trykkprøvet og lakkert.
Form: Firkantet form

")






{kind=link}
Add a comment or suggest edits
To publish a public comment on the object, select «Leave a comment». To send an inquiry directly to the museum, select «Send an inquiry».